信息动态NEWS
覆膜砂热芯盒模具

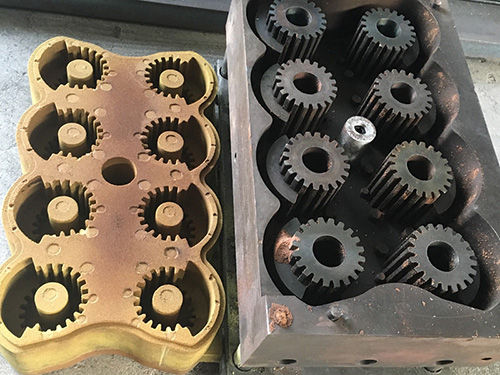
覆膜砂热芯盒模具工艺是将铸造用砂、热固性树脂和催化剂混合成的砂料射入具有加热装置的芯盒中,加热到180~250℃,使贴近芯盒表面的砂料受热,在温度作用下,其粘结剂在很短时间内即可缩聚而硬化,形成型芯,不须再进烘炉烘干点。
使用覆膜砂热芯盒模具射芯机造型,覆膜砂铸造铸件表面粗糙度Ra值在6.3~12.5m范围。覆膜砂工艺成形质量可达到水玻璃熔模铸造工艺水平,是一种较为理想的工艺方法。
覆膜砂工艺生产环境较好,劳动强度较低,覆膜砂溃散性好,在浇注过程中激烈燃烧,游离的苯酚在浇注时排放少,浇注完成后型壳自行溃散,铸件清理简单。
覆膜砂热芯盒模具射芯机造型的优点:
一、成本低
(1)一次性投资少
覆膜砂热芯盒模具射芯机制型(芯)一次性投人为热芯盒射芯机和模具。
(2)生产成本低
覆膜砂热芯盒模具射芯机制壳材料只有覆膜砂和脱模剂,覆膜砂工艺制壳一台射芯机耗电。
2 制壳环节少、
二、制壳环节少、生产周期短
覆膜砂热芯盒模具射芯机利用气压将覆膜砂吹入金属型型腔中,采用电加热棒加热金属型对覆膜砂进行加热硬化,从而形成型壳,即可合箱浇注,加热过程仅需要1-3min(视工件来定),周期短,环节少。
采用覆膜砂热芯盒模具工艺使用双工位射芯机每台每班产量为150模,每模12个铸件,每班产量为1800个铸件,人均产量是人工造型的6倍。
覆膜砂热芯盒模具射芯机造型,覆膜砂成型性好,轮廓清晰,可以采用叠箱的方法进行浇注,工艺出品率高,可达到90%以上,生产过程只有制壳、浇注和清理3个过程,工艺过程简单,受环境因素影响小,只要模具结构,铁水质量良好,浇注速度合适,就能合格的铸件,过程容易控制。