信息动态NEWS
覆膜砂壳芯

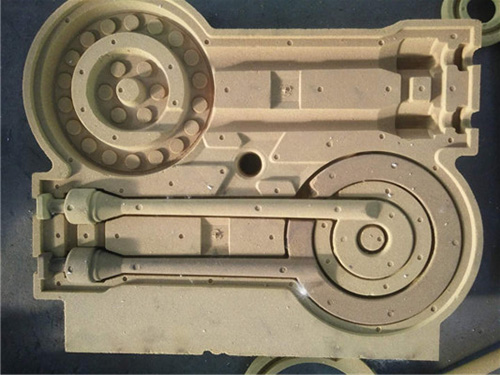
覆膜砂壳芯特点和用途:
用树脂砂制造薄壳铸型或壳芯可显著减少使用的型砂数量,获得的铸件轮廓清晰,表面光洁,尺寸,可以不用机械加工或仅少量加工。因此壳型铸造特别适用于生产批量较大、尺寸精度要求高、壁薄而形状复杂的各种合金的铸件。但壳型铸造使用的树脂价格昂贵,模板加工,成本较高,在浇注时还会产生有刺激性的气味,这在某种程度上限制了这种方法的广泛应用。树脂砂薄壳芯可与普通砂型或金属型相互配合制造各种铸件。
覆膜砂壳芯的常见问题
壳型、壳芯表面疏松
壳芯、壳型表面局部密实度太差。其影响因素为:
①覆膜砂熔点太低。
②覆膜砂流动性差。
③排气不当;在深凹处疏松和缺肉的,多是排气不好。
④翻斗的砂斗内砂量太小,或砂斗高度不够。
⑤吹砂空气量不足。
⑥吹砂压力太低,吹砂时间太短。
⑦芯盒局部过热或局部温度太低。
⑧使用的原砂太粗,等等。
壳型、壳芯在浇注时破裂
浇注时型、芯破裂,造成金属液进入壳芯内,或壳型跑火而使铸件报废。其原因主要有两个:
一是由于树脂强度丧失,因而造成崩溃;
二是热应力过大,或脆性过大而造成破裂。
影响因素主要有:
①型、芯热强度太低。
②结壳太薄。
③产生严重脱壳,局部地方很薄。
④硅砂纯度高,粒度集中,热膨胀大。
⑤壳型(芯)硬化不足或过烧。
⑥壳局部产生裂纹等。
壳型铸造工艺的成本高,用于配砂的酚醛树脂,相比呋喃树脂来说,价格不会有很大差异,成本高就高在用于覆膜砂壳芯造型的热芯盒(或者冷芯盒),这种模具不同与一般金属模具,价格会高出同类金属模具一倍多。我们柴油机上的零件大多采用壳芯法造型。